According to the report of Mames Consulting, Toshiba (TOSHIBA) will further develop the automotive LiDAR (Lidar) semiconductor business, mainly for: (1) light receiving components used in LiDAR; (2) measuring IC (analog front end IC); 3) Power IC (Figure 1). Toshiba is currently developing these three technologies, and it is expected to complete the pre-development and reach the practical application level by 2020, and then plan to commercialize it. Its high-precision measurement IC technology and error detection removal technology can increase the detection range of LiDAR sensors by about 1.8 times compared to conventional solutions.
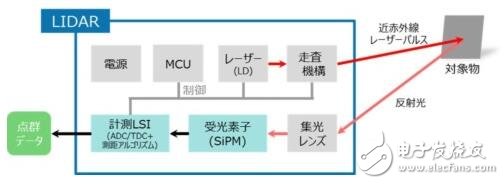
Figure 1 Typical LiDAR block diagram
Market demand will reach 30 million units in 2025Toshiba has high hopes for the automotive LiDAR market. According to the company's forecast, the number of self-driving cars at the L3 or higher level will continue to grow in the future, which will drive the rapid growth of LiDAR demand. The market expects that a car will be equipped with multiple LiDAR sensors, and by 2025, the annual market demand will exceed 30 million units. After that, the automotive LiDAR market will continue to grow, and Toshiba predicts a compound annual growth rate (CAGR) of 18% from 2025 to 2035.
The measurement IC developed by Toshiba is designed for LiDAR sensors using the Direct ToF (Time of Flight) distance measurement method. Using the direct ToF distance measurement method, the pulsed light is emitted from the infrared laser, and then the light reflected from the object is converted into an electrical signal by the light receiving element, and is input to the measurement IC, and the time from the emission to the reflected light is estimated by the laser. distance. In order to obtain a two-dimensional distance image, a polygon mirror is usually used to scan the laser beam. In the measurement IC, processing such as distance image generation is performed.
On-board LiDAR requires farther detection distances and high-pixel distance images (multiple distance measurement points). For example, a vehicle traveling at a speed of 120 km per hour requires a LiDAR sensor to reach a distance of 200 m.
In order to achieve long-distance detection and high pixel, it is necessary to improve the accuracy of ranging (accuracy) while reducing false detection.
SAT intelligent accumulation technology, keeping an eye on the target objectIn order to improve the accuracy of ranging, Toshiba has developed a method called "SAT (Smart Accumula TIon Technique)", which enables more accurate distance measurement even in various noise environments. It was published on the ISSCC in February 2018.
In the above direct ToF distance measuring method, as the distance of the object to be measured increases, the amount of sunlight incident on the light receiving element also increases as the reflected light returns (Fig. 2). At this time, background light such as sunlight becomes noise, and the SNR (Signal to Noise Ratio) is lowered. Therefore, it is necessary to increase the SNR by accumulating a plurality of pixels of a long-distance image. However, if simply accumulated, the image quality of the distant image will be low, as if it were blurred, making it difficult for the LiDAR system to detect and identify objects such as pedestrians and cyclists (Fig. 3).
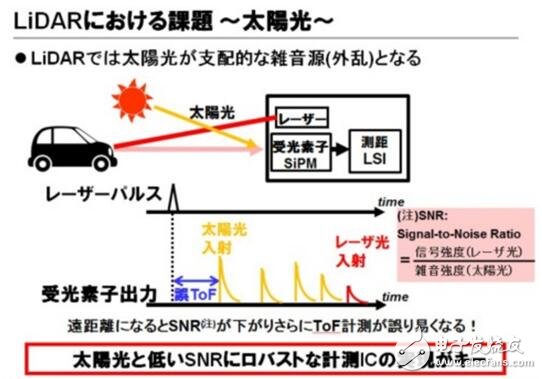
Figure 2 The strong background light such as sunlight is a challenge for LiDAR
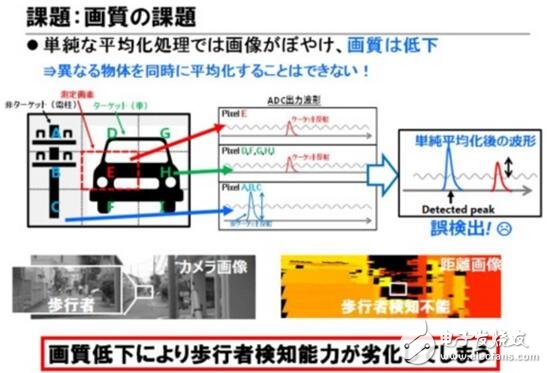
Figure 3 Simple average processing quality problem, reducing the recognition rate of pedestrians
In this regard, the SAT classifies the reflected light for each object (such as a car and a utility pole), accumulates and averages only the reflected light from the target object (Fig. 4), and suppresses image quality degradation during processing. Compared to traditional accumulation techniques, Toshiba's SAT resolution has been improved by a factor of 4, thereby achieving high-quality LiDAR imaging up to 200m.
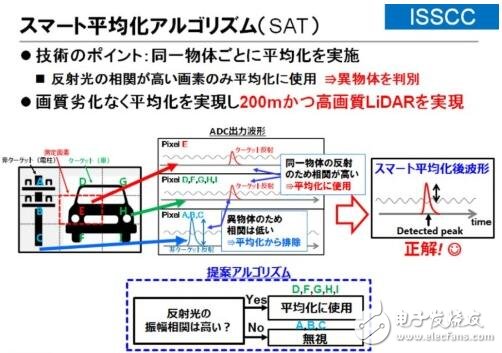
Figure 4 SAT intelligent accumulation technology overview
Use new indicators to remove error detectionHowever, when performing averaging processing, a phenomenon called "distance aggregation (cluster)" occurs, and in the conventional error detection elimination method (noise cancellation method), it is possible to cause correct detection from distant objects. The result is eliminated (Figure 5). According to the conventional method, for example, using luminance as an index, it is possible to judge/remove noise according to whether or not the size of each pixel of the remote image exceeds a threshold (FIG. 6), which may cause erroneous detection.
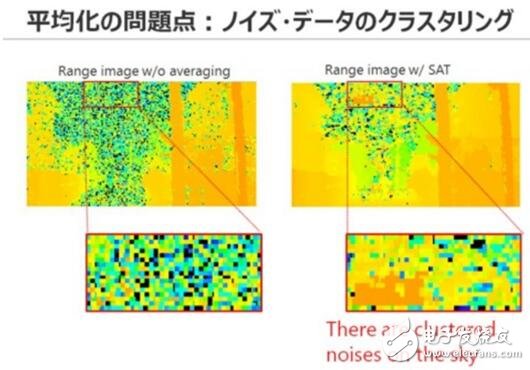
Figure 5 Distance aggregation problem in averaging processing
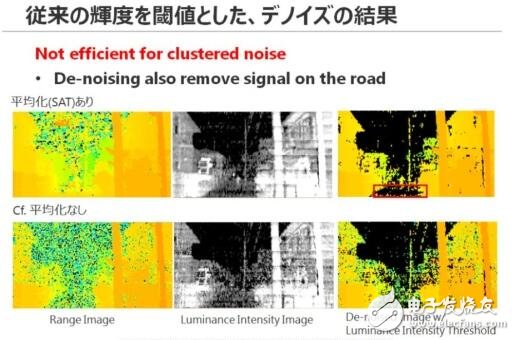
Figure 6 Traditional noise removal method is not effective enough for aggregate noise
To this end, Toshiba has developed an algorithm that eliminates false detections by using another metric called "reliability." Toshiba Research found that the correlation between the product of the cluster size (N) and the square of the luminance (L) and the constant value (a) (N = a / L2), and based on this setting "reliability", eliminates error detection (Figure 7). In addition, the algorithm can be implemented with small-scale and low-power circuits, and the circuit scale and power consumption can be controlled below 1% of the measurement IC.
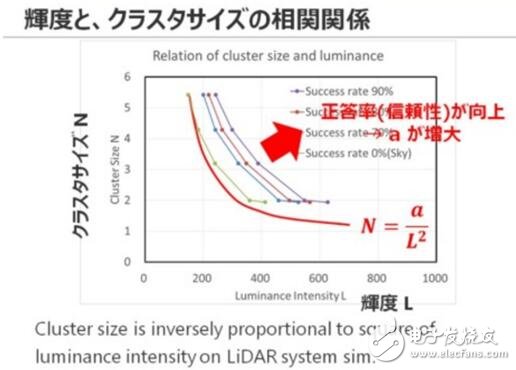
Figure 7. Relationship between cluster size and brightness: In LiDAR system simulation, the cluster size is inversely proportional to the square of the brightness.
Combined with the above SAT smart accumulation technology and the newly developed error detection removal technology, 99% of the error detection is removed, and the detection range of the LiDAR sensor can be improved by about 1.8 times compared with the conventional scheme (Fig. 8 and Fig. 9).
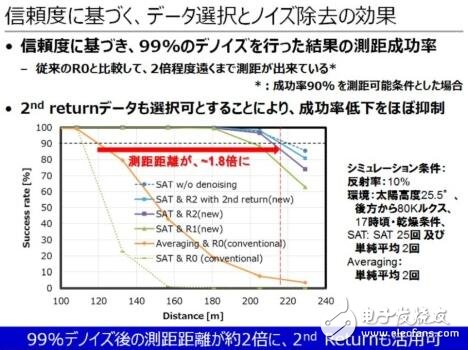
Figure 8 Noise removal based on "reliability"
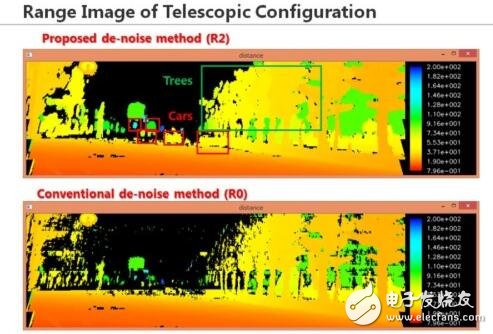
Figure 9 The results of the new technology proposed by Toshiba to remove noise (above) and the results of conventional conventional techniques to remove noise (below)
In addition, Toshiba is also developing light receiving components. Existing LiDAR sensors generally use an APD (Avalanche Photodiode) as a light receiving element. Toshiba is working on developing SiPM (Si-based electronic amplifiers) that is more suitable for high sensitivity and multi-channel applications than APD. Although SiPM has been widely used for photon counting in medical devices and detection devices, they are different from the wavelengths of light commonly used in LiDAR sensors. Therefore, Toshiba is developing a SiPM that can be used for LiDAR sensors with high sensitivity in the wavelength range of about 900 nm.
Oilfield Gas Generator,Gas Power Generator,Green Power Gas Generator,Small Gas Generator
Jiangsu Vantek Power Machinery Co., Ltd , https://www.vantekpower.com