It is undeniable that electrical systems have become smaller and lighter. The electrification of automobiles is the best example. Professional services company PricewaterhouseCoopers (PwC) predicts that by 2024, hybrid and all-electric vehicles will account for 40% of global sales. As the electrification of automobiles increases, more and more electrical components and systems need to be isolated. For example, electric vehicles equipped with 400 V DC battery packs are becoming more and more common, which brings obvious safety risks.
More electronic products need more isolation
The challenges faced by the new generation of isolation solutions are increasing both in number and type. These systems, especially for isolation design, involve complex architectures and processes, which limit agility and flexibility, and also impede change.
The accelerated pace of competition and globalization forces companies to pay more attention to time to market (TTM) and return on investment (ROI). This means that the development team must execute the plan perfectly in a shorter time. With more and more scrutiny of design and development resources and more demand, there is still a lack of a lot of experience in all key design areas. It is necessary to maintain a minimum number of iterations to achieve the return on investment goal, but at the same time, pressure from competitors will quickly and ruthlessly push the high-performance goal, so as to make the product unique. New regulatory agencies and stricter regulations require an additional layer of application testing and certification. The demand has risen sharply, and the risk is extremely high.
Understanding isolation design
Although isolation is an important part of isolation design, it is not a simple design part. From determining the required isolation level to providing isolated power to assist in isolating the data path, to adapting the solution to the available space-many design trade-offs need to be evaluated. However, each new project has its own unique design goals and design requirements.
Multiple factors (including technical difficulty, similarity to previous designs, timing, and resource allocation) determine how many designs can be reused and how many new design options are needed. With minimal changes, reusing previous design or architectural methods can often reduce risk and speed up execution. However, the improvement of new functions or performance levels often determines the need to study new methods. It is also very important to use scarce development resources to evaluate new and improved technologies and increase the technical value of the design.
Limitations of traditional methods
The emergence of integrated isolated DC-DC converters provides a compact and easy-to-use solution with documented safety certification, making it easier to resolve many of the above considerations. Suppose there is a scenario where a new project has been approved and the previous design needs to be upgraded to achieve higher performance indicators and have more features. The team members were immediately energetic and ready to go to work. However, the project technical leader has to worry about all possible error factors, and the complexity of management is increasing due to tighter budget and schedule constraints.
Meeting the increasingly stringent electromagnetic compatibility (EMC) requirements is one of these project management challenges. More and more emerging applications and markets need to comply with numerous EMC specifications, and the standards are constantly improving with stricter performance limits.
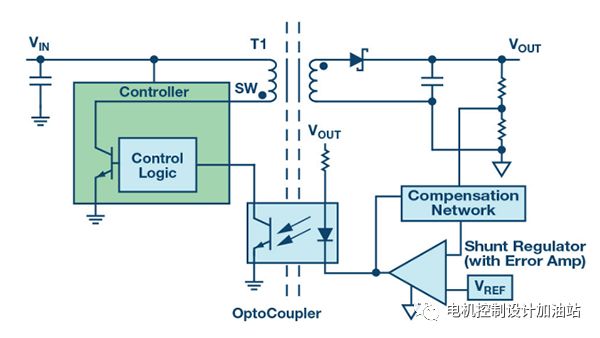
Existing discrete solutions (such as isolated flyback converters) have advantages such as low bill of materials (BOM) costs, but also have some disadvantages. A typical flyback design (Figure 1) includes a controller that drives an isolation transformer, secondary rectification and filtering, and an optically isolated feedback network. The error amplifier needs to develop the design engineering of the compensation network to stabilize the voltage loop, and its performance also depends on the consistency of the performance of the optocoupler. Optocouplers are often regarded as inexpensive isolators for power supplies, but their current transfer ratio (CTR) changes limit the voltage feedback performance and effective operating temperature range. The CTR parameter is defined as the ratio of the output transistor current to the input LED current, and it is non-linear with obvious individual differences. The initial CTR of an optocoupler usually has a 2-to-1 uncertainty, and it drops by up to 50% after years of use in a high-temperature environment (for example, optocouplers in high-power, high-density power supplies). For the project manager, from a cost point of view, the flyback separation device method seems better, but it needs to weigh the amount of engineering and technical risks.
Another problem with the discrete approach is whether it can meet safety standards. Security agencies are increasingly scrutinizing discrete designs, so obtaining the necessary certifications for discrete system designs usually requires multiple design iterations.
Isolation in the system also increases the complexity of the power supply design. A typical non-isolated design has common constraints such as input voltage and output voltage range, maximum load current, noise and ripple, transient performance, start-up characteristics, etc. By its very nature, the isolation barrier cannot easily monitor input and output conditions at the same time, which makes the realization of performance indicators more difficult. The divided ground domain will also form a dipole antenna, and any common-mode current passing through the barrier will excite the dipole and generate useless radiated energy.
Passed the test
In order for a discrete power supply design to pass EMC certification, it may take several iterations to complete it correctly. EMC testing is time-consuming and expensive, and the team needs to spend hours preparing and monitoring the test at an external EMC compliance agency. Once the problem occurs, you have to go back to the laboratory to troubleshoot and make changes. The design must then be fully re-characterized to ensure that the standard performance indicators will not be affected by the modification. Next, go back to the EMC organization for re-testing.
The final stage is to obtain the necessary safety certification. This is another long and expensive process, performed by an external security agency. The design team must prepare a large number of documents and submit them to the agency for careful inspection. Any new design requires additional review, so the reuse of previously certified circuits is very exciting. If the agency determines that the product does not meet the safety requirements, it may need to modify the discrete isolated power supply design. Once the modification is made, the design will need to be re-characterized again and passed the EMC test.
Better solution
The answer to these problems is a fully integrated, safety-certified component with EMC performance documentation. An example is the ADuM5020/ADuM5028 low-radiation isolated DC-DC converter using isoPower® technology. These products can provide up to 0.5 W of isolated power from a 5 V DC power supply with an operating temperature range of -40°C to 125°C. They have passed UL, CSA and VDE certifications and comply with multiple system and component safety regulations. These products are used in simple double-layer printed circuit boards (PCB, Figure 2) and can meet CISPR 22/EN 55022 Class B radiation requirements under full load conditions.
Small packages (16-pin and 8-pin wide-body SOIC) occupy only a small PCB area and do not require safety capacitors to meet radiation targets. This makes isolated power circuits smaller and cheaper than discrete methods, for example (in discrete methods) embedded stitching capacitors require four or more layers of PCB and require custom spacing to generate the correct capacitance.
Satisfy more isolation requirements and increase complexity
With the increasing electrification of automobiles and other vehicles, the need for isolation is also increasing. At the same time, fierce competition makes it particularly necessary to reduce costs and shorten time to market. Coexisting with these factors are stricter regulatory requirements and the inherent complexity of isolation design. Traditional isolation methods cannot successfully cope with this fusion of market demands and challenges. The fully integrated, safety-certified, isolated DC-DC converter with EMC performance documents provides a better solution for system designers.
They can significantly reduce design complexity and ensure better EMC test results and compliance. Because less time is spent on redesign, recharacterization, and retesting, designers can focus more on how to reduce board space, reduce risk, reduce costs, and shorten time to market.
Figure 2. Using ADuM5020, compact structure and simple layout.
Fiber Optic Cabinet,Fiber Cabinet,Fiber Distribution Cabinet,Outdoor Fiber Cabinet
Cixi Dani Plastic Products Co.,Ltd , https://www.danifiberoptic.com